Die Casting Mold Tooling Manufacturing Custom Service
Die casting is a metal casting process that is characterized by forcing molten metal under high pressure into a mold cavity. The Die Casting mold cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mold during the process.
If you have a project that requires plastic and metal parts service, you’ve come to the right place! JBR is a premier mold making services company specializing in high quality parts, plastic mold/molding parts and die casting molds and components at affordable prices for a wide range of industries including lighting, medical, automotive, electrical, and more. Molds and formed parts, including all finishing steps, surfaces and assembly. With many years of experience, we are able to produce custom die-cast molding parts according to customers’ specifications, drawings or samples.
The majority of our castings are made from zinc, copper, aluminum, magnesium, lead, pewter, or other tin-based alloys. Because of our flexibility, we can accommodate any need you may have – from small batches of 50 to as many as 1,000 pieces. Since die casting mold tooling can be more expensive and difficult to make, this method is suited for larger production runs, keeping the price for parts produced lower.


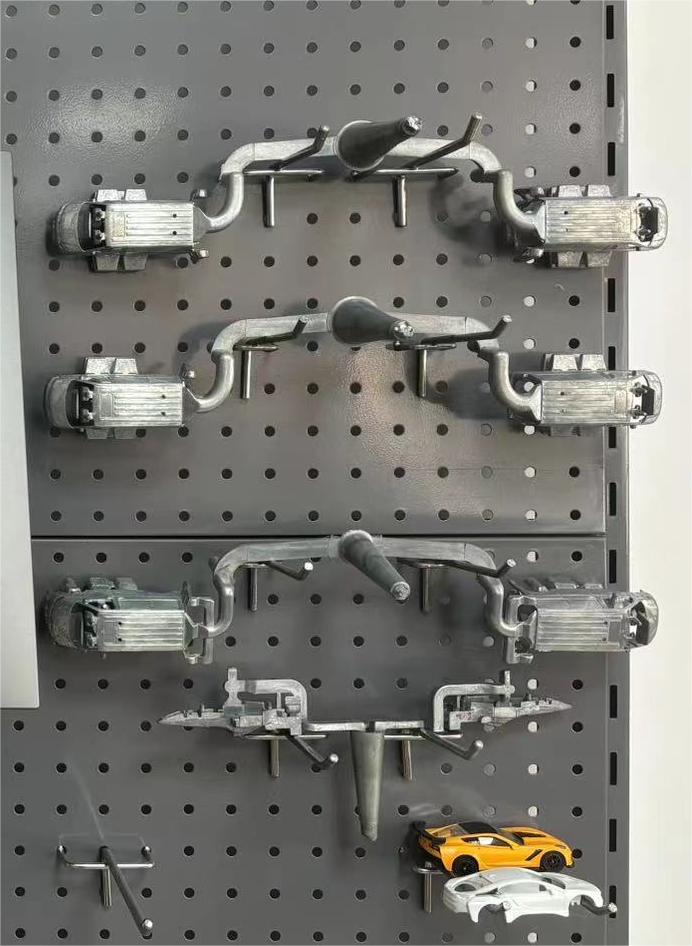
Custom manufacturer of die castings for industrial applications. Aluminum and zinc die casting services are available. Features of aluminium and zinc die cast parts include light weight, corrosion resistance, high tensile strength, dimensional stability, high thermal/electrical conductivity, and durability. Machining capabilities include CNC, manual, high-speed vertical, manual, milling, drilling, tapping, heat treating, gas tungsten arc welding (GTAW), lathe turning, and assembly. Production runs range from prototype to short and high volume production runs. Industries served include electronics, automotive, and more.
Die Casting Mold Design Process
Designing a mold involves processes that come with multiple categories.
- Preparation Phase: This is the phase where the validity of the product is evaluated from a dimensional and geometrical standpoint.
- Cavity Numbers: Cavity orientation, product count, and hypothetical time cycle have to be considered for the cavity mold’s best option.
- Projection Place: Projection has a significant role in the designing phase. It is also where the surface is created from the cavities plan.
- Die Volume & Shape: Volume and shape are essential in mold design. Here, the cavities’ sizes can be molded accurately.
- Simulation: This helps calculate the mold filling method. The modality depends on the filling process and process of the cast piece.
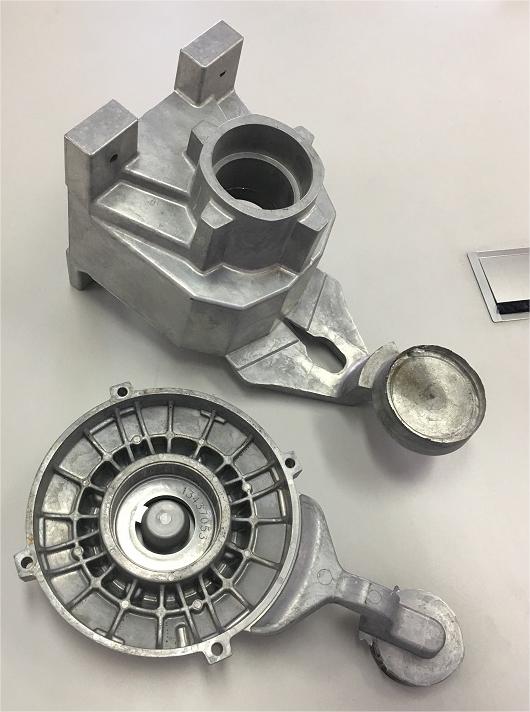
How are Die Castings Made?
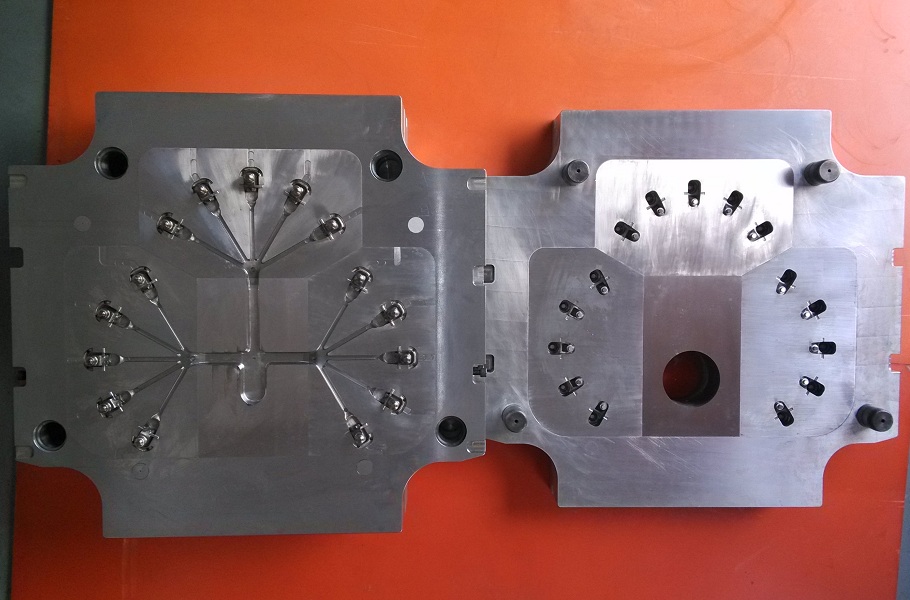
Steel dies capable of producing tens of thousands of castings in quick succession must be made in at least two sections to allow the castings to be removed. These parts are firmly mounted in the machine and are arranged so that one is stationary (fixed die half) and the other one is movable (syringe half-mold). To begin the casting cycle, the two mold halves are clamped together by a die-casting machine. Molten metal is injected into the mold cavity and rapidly solidified. The mold half is opened and the casting is ejected. Die-casting molds can be simple or complicated, with moveable slides, cores or other parts, depending on the complexity of the casting.
Die-casting molds basically consist of two parts, consisting of fixed (fixed) and movable (ejection) mold halves. The fixed mold half is installed on the fixed fixed plate of the die casting machine; the top mold half is fixed on the movable fixed plate and includes a casting ejector. When ready to cast, the two mold halves are closed and held closed by the clamping force on the machine. The contact surface between the two mold halves is called the mold parting surface or the mold parting surface. The opening and closing motion is only for ejector. Cavities or undercuts are demolded by mechanically or hydraulically operated core slides (cores).
To date, the complete cycle of die casting has been the fastest cycle to produce precision nonferrous metal parts. This is in stark contrast to sand casting, which requires new sand molds for each casting. Although the permanent mold process uses iron or steel molds instead of sand, it is much slower and less precise than die castings.
Advantages and disadvantages of die casting mold
Advantages of die casting:
1. Excellent dimensional accuracy.
2. Smooth cast surfaces.
3. Thinner walls can be cast as compared to sand and permanent mold casting (approximately 0.75mm or 0.030 in)
4. Reduces or eliminates secondary machining operations.
5. Rapid production rates.
6. Casting tensile strength as high as 415 MPa.
Disadvantages of die casting:
1. Casting weight must be between 30 grams and 10 kg.
2. Casting must be smaller than 600 mm
3. High initial cost.
4. Limited to high-fluidity metals.
5. A certain amount of porosity is common.
6. Thickest section should be less than 13 mm
7. A large production volume is needed to make this an economical alternative to other processes.
Conclusion
Our full-service capabilities include the support and acceptance of existing tooling transfers, mold repairs, and a comprehensive mold management and mold maintenance program.
Whether you need a new mold designed and machined from aluminium, stainless steel, or tool steel, or repairs for an existing mold, JBR can provide you with the expertise and craftsmanship to deliver quality molds and mold services. For more information on our custom injection mold tool making services, see the table below or contact us directly.